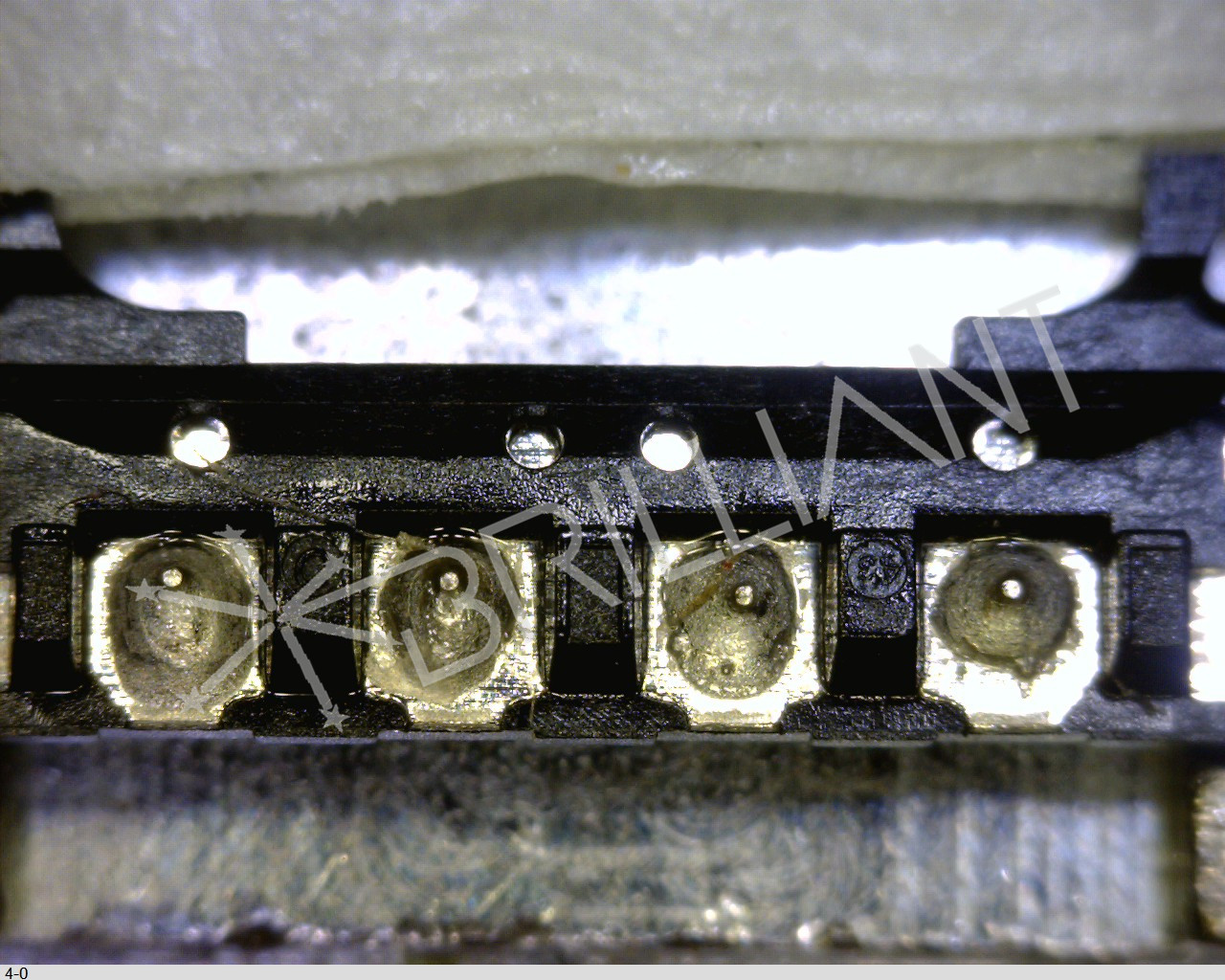
随着IC (Integrated Circuits)芯片设计水平和制造技术的提高,SMT (Surface Mounting Technology)正朝着高密度、高可靠性的微型化方向发展,因此对传统的焊接方式也提出了挑战,新型激光锡焊将成为焊接领域新型武器。目前,QFP (Quad Flat Package)的引脚中心距已达到了0.3mm,单一器件的引脚数目可达到576条以上。这使得传统的气相再流焊、热风再流焊及红外再流焊等传统焊接方法在焊接这类细间距元器件时,极易发生相邻引线焊点的“桥连”。
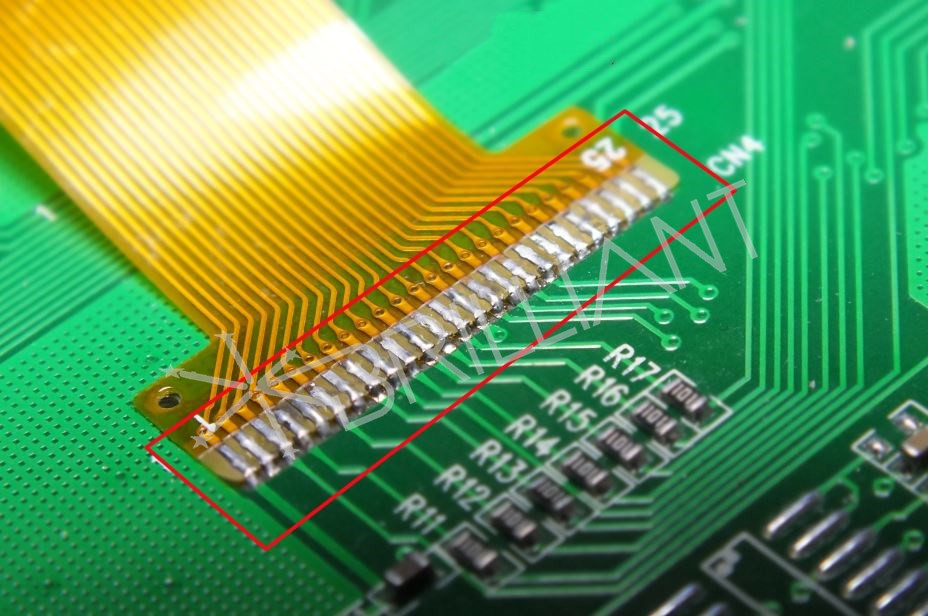
此外,在传统的线材焊接领域,IC技术的进步,从另一方面推动了线材加工的工艺和技术发展。例如,传统的连接器领域,PCB和端子尺寸的进一步微小化,使得传统的Hot Bar锡焊和电烙铁锡焊存在工艺瓶颈。此外,由于传统HOT BAR焊和电烙铁焊等接触性焊接工艺,存在对线材和传输性能伤害的隐患,在对线材传输品质、速率要求高的领域,生产厂商都尽量避免使用这些方式来焊接。
同时,一些新型MEMS器件的出现,例如手机摄像头模组,使得电子元件的锡焊摆脱了传统的平面焊接的概念,向着三维空间焊接方向发展。对于此类器件,电烙铁等接触性加工方式容易产生干涉,需非接触性且高精度的加工方式。
因此,越来越多的人对新的焊接进行了研究。其中激光锡焊技术以其特有的热源性质,极细的光斑大小,局部加热的特性,在很大程度上有助于解决此类问题,因此,也受到了越来越多生产厂商的关注。
一般而言,激光软钎焊有以下几个方面的优点:激光加工精度较高,光斑可以达到微米级别,加工时间程序控制,精度远高于传统工艺方式;非接触性加工,不存在接触焊接导致的应力;细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工;局部加热,热影响区小;无静电威胁;激光是最洁净的加工方式,无耗品,维护简单,操作方便。可在双面印刷电路板上双面元件装配后加工;重复操作稳定性好,钎剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高;激光束易于实现分光,可用半透镜、反射镜、棱镜及扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊;以YAG激光或半导体激光作为热源时,可用光纤传输,因此可在常规方式不易施焊部位进行加工,灵活性好;聚焦性好,易于实现多工位装置的自动化。
激光软钎焊的原理
激光锡焊属于激光加工的一种。激光加工就是将激光束照射到加工物体的表面,用以去除或熔化材料以及改变物体表面性能从而达到加工的目的,因此属于无接触加工。其主要特点是被加工工件变形小、热影响区小、无惰性、无噪音、加工速度快。由于光束的能量和光束的移动速度都是可以调节的,因此可以实现各种加工的目的。
激光软钎焊是以激光作为加热源,辐射加热引线(或无引线器件的连接焊盘),通过焊膏(或者预制焊料片)向基板传热,当温度达到钎焊温度时,焊膏熔化,基板、引线被钎料润湿,从而形成焊点。
无铅钎料的应用给电子组装工艺带来巨大的挑战
Sn-Pb 钎料一直得到人们的重用,而且也是电子组装技术中应用最广泛的材料,这与其较低的熔化温度,良好的导电性,优良的力学性能、冶金性能和可焊性,以及低廉的成本是分不开的。Sn-Pb 钎料中含有Pb,Pb 及其化合物都有很大的毒性,会对人类及环境造成很大的危害。电子工业中大量使用的Sn-Pb 合金钎料是造成污染的重要来源之一。随着人类环保意识的增强,环境友好无铅钎料的研发日益成为钎焊领域和电子组装领域迫在眉睫的问题。此外,传统的Sn-Pb 钎料由于抗剪强度、抗蠕变和抗热疲劳能力差,易导致焊点在服役过程中过早地失效。Sn-Pb 钎料的这种局限性在表面组装结构中表现得更加明显,因为和通孔插装技术相比,表面组装焊点由于无柔性的引脚而直接承受器件和印制电路板之间因热膨胀系数失配而产生的应力。
无铅化给传统的电子组装工艺带来了挑战。相比于使用传统Sn-Pb 钎料的组装技术,无铅化电子组装技术具有以下两个基本特点:
(1)目前广泛使用的无铅钎料,其熔点大都在220℃左右,比传统Sn-Pb 钎料熔点高出30~40℃,为保证钎料熔化后具有良好的润湿性,一般要求钎焊峰值温度高出熔点20~40℃,这就导致了无铅化后钎焊峰值温度高达250℃左右。再流焊工艺曲线随之发生变化,预热温度和再流焊峰值温度相应升高。随之而来的,就必然对电子组装设备、电子元器件和印制电路板的耐热性提出更高的要求。
(2)几乎所有无铅钎料的润湿性都弱于传统的Sn-Pb 钎料,加上高温对焊盘和高含Sn 量无铅钎料的氧化作用,极易导致焊点润湿不良,产生许多焊后缺陷,影响焊点的质量和可靠性。无铅钎料熔化所需的高温通过提高波峰焊或再流焊设备的加热温度可以得到解决。但是高温带来的钎料润湿性差、易氧化问题对电子组装行业来说是一个很大的挑战:
a)采用无铅钎料进行钎焊后,焊点表面氧化严重;
b)在无铅组装工艺中,空气气氛下钎焊时熔融钎料的润湿角大,润湿力减小,圆角过渡不圆滑,而且还增加空洞出现的几率;
c)与传统的Sn-Pb 钎料相比,无铅钎料种类繁多,性能差别很大,其表面组装工艺亦有很大差别。相对于传统的Hot Bar锡焊和电烙铁锡焊,激光锡焊有以下几个方面的优点:
a)激光加工精度较高,光斑可以达到微米级别,加工时间程序控制,精度远高于传统工艺方式;
b)非接触性加工,不存在接触焊接导致的应力;
c)细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工;
d)局部加热,热影响区小;
e)无静电威胁;
f)激光是最洁净的加工方式,无耗品,维护简单,操作方便;
g)以YAG激光或半导体激光作为热源时,可用光纤传输,因此可在常规方式不易施焊部位进行加工,灵活性好,聚焦性好,易于实现多工位装置的自动化。
博联特科技专注于激光微精密加工领域的技术开发与研究,精密加工工艺在航空、航天、机械、电子、钢铁、冶金、医疗卫生等多行业均有应用。我们及时把握社会及时代发展的脉搏,坚持市场驱动型自主创新,以各行业激光加工应用需求为突破口,积极积累应用经验,结合公司已有的激光钎焊体系,推出独具特色的激光焊接应用解决方案。目前公司主打的产品包括恒温激光锡焊设备、恒温高速激光锡焊设备和激光喷锡焊接设备,在市场上均获得广泛的好评。
RZTS30B型激光系统是一种紧凑型恒温激光锡焊系统,能提供连续功率大于30 W的980 nm红外激光输出。该产品性能卓越,不仅是用于材料微焊接、微型打标的最佳工具,而且也是高功率光纤激光器和固体激光器的高效率泵浦源。恒温激光锡焊系统由自动机器人,温度反馈系统,CCD同轴对位系统以及半导体激光器所构成,能够导入多种格式文件,从而达到精确焊接的目的,并由于该系统所具备的温度反馈和CCD同轴对位功能,能够有效的保证焊接点的恒温焊接及精密部件的精准对位,从而保证量产中的有效良率。该产品主要适用于PCB板点焊,焊锡,金属、非金属材料焊接,烧结,加热等。
RZLJ08是一种激光喷锡焊接设备。它能够高效灵活地处理各种精密电子焊接,并可以简易快捷地执行MEMS,传感器,硬盘磁头,摄像头模组等器件转换。RZLJ08配备CCD定位及监控系统、多轴智能输送平台、采用通用装夹设备,能够有效地保障焊接精度和良品率。采用锡球喷滴焊接,焊接精度非常高,对于一些对于温度非常敏感的焊接区域,能有效的保证焊接精密度,锡球的应用范围为50 um~760 um。激光喷锡焊接系统本设备可用于晶圆,光电子产品,MEMS,产品传感器,BGA,HDD(HGA,HSA),手机、数码相机、摄像模组等高精密部件的焊接,特别适合于硬盘磁头等精密电子焊接。
RZHS50A型恒温高速激光锡焊系统是通过振镜的摆动电机高速偏转来改变激光光束的路径以实现焊接体的高速焊接,配套的同轴定位系统能自动的识别焊接体,专门为现代回流焊技术配合研发生产的一款激光选择性焊接,从而保证了自动化的高速生产,实现了高效率,高精度化的生产。恒温激光振镜焊锡系统配合现代回流焊工艺中可选择性焊接,适用于锡膏焊接的场合,能应用在所有SMT的应用领域,且与SMT相比,加热方式为局部加热,焊接一个原件时,不会对其他元件产生热效,同时也适用于微电子连接器领域,例如极细同轴线与端子焊,USB排线焊、软性线路板FPC或硬性线路板PCB焊,高精密的液晶屏LCD、TFT焊及高频传输线等方面。
上一篇:制造业为什么要引进自动化设备?
相关应用案例

关注微信
关注微信